
电焊机原理 电焊机二次空载降压保护装置

电焊机是一种利用电能将焊条与工件之间短路时产生的高温电弧熔化焊条焊料和工件,最终实现连接目的的设备。其结构相对简单,主要部件为大功率变压器。通常电焊机根据输出电源类型可分为两种:交流电焊机和直流电焊机。
1. 不同于一般变压器不允许二次短路,电焊变压器的工作模式就是短路状态。 2. 普通变压器在带负载时次级电压几乎保持恒定,而电焊变压器要求在焊接过程中输出一定的起弧电压(约45-75 V)。随着焊接电流增加,输出电压会迅速下降至约20-40 V。 3. 普通变压器的一、二次绕组都同心套在同一铁芯柱上,而电焊变压器的初次级绕组则分别位于两个铁芯柱上(或外加漏抗器)。 家庭日常生活中可能会有短时间电焊需求,此时制作简易家用电焊机即可解决问题。以下给出两种 220V 8KW 家用电焊机的制作方法:
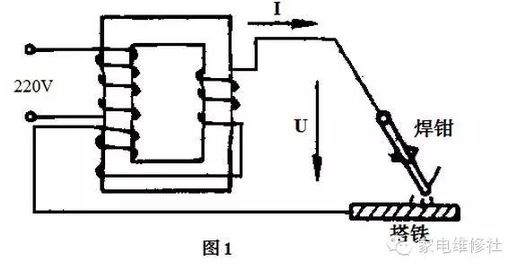
方法一:选用截面积约 40cm2 的口字形硅钢片铁芯柱。将绕组分别绕在口字铁芯两个柱上。初级线圈用 2mm 纱包铜线在其中一个柱上绕制 330 匝(220 V 交流电用)作为初级绕组;次级绕组用 2mm×6mm 扁铜线(俗称铜排)绕制,需要 102 匝,空载电压约 68V,用于焊接。次级绕组分为两部分:一部分绕在初级绕组上(与次级绕组间需加绝缘层);另一部分绕在另一个柱上。铜线的各层间需使用绝缘片隔开并留有空间散热。必要时,根据风扇规格(电压、交直流等),可加装风扇。如图 1 所示。
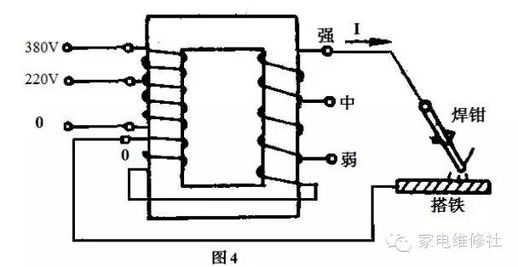
方法二:同样选取截面积约 40cm2 的口字形硅钢片铁芯柱。绕组分别绕在口字铁芯的两个柱上。初级绕组采用 2mm 纱包铜线在其中一个柱上绕制 330 匝(220 V 交流电用);次级绕组用 2mm×6mm 扁铜线制作。在初级绕组上加隔绝层后,绕制 40 匝,然后转移至另一个柱上再绕制 35 匝,作为“弱”档,空载电压约 50V。继续绕制 15 匝,作为“中”档,空载电压约 60V。再继续绕制 15 匝,作为“强”档,空载电压约 70V。铜线的各层间需使用绝缘片隔开并留有空间散热。必要时,根据风扇规格(电压、交直流等),可加装风扇。如图 2 所示。
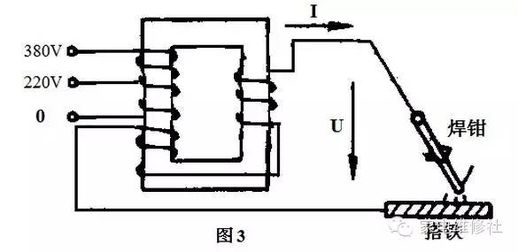
还可将 220V 一端使用 1.5mm 纱包铜线串绕 278 匝,以用于连接 380V 交流电(共 608 匝)。次级绕组匝数可以保持不变。如图 3 和图 4 所示。图 3 中的空载电压将降至约 63.75 V;图 4 中“弱”档空载电压约 46.875 V;“中”档空载电压约 56.25V;“强”档空载电压约 65.625V。
上述家用电焊机初级空载电流约在 1A,空载损耗约为 200W。使用中应注意电焊机的温度上升情况。一般来说,线圈温度不应超过 60℃(可以通过用手触摸线圈感受)。如果温度升高明显,应停止使用,让电焊机自然冷却后再重新使用。
尽管电焊机的主要用途是焊接,但我在多年的设计、制造和使用中也发现了一些其他的妙用。现将部分技巧简述如下:
(1)在机电设备维修时,有时会遇到旧设备螺丝无法拧动的情况。电焊机可以帮上大忙。方法是:将电焊机电流调至最大,电压调至最低。用电焊机地线连接到设备外壳上,用电焊钳夹住一块碳棒并将其接触到需要拧动的螺丝上。通电几分钟,直至螺丝发热变红后立即停机并趁热滴上机油或其他油。等螺丝冷却后,就可以轻松拧下。
(2)电机电器维修中如遇到铜线、铜排等特殊部件,由于位置限制无法用明火焊接(气焊)时,可以用电焊机低电压加合适的电流通过碳棒施加在需要焊接的部位上,利用银焊粉、磷铜、焊锡等助剂进行焊接,也可以直接对铜线进行自焊。
(3)在电机维修更换线圈时,可以用电焊机低电压大电流进行定转子线圈的烘干和排潮,以替代烘干箱。
做法:将电机端盖卸掉,拉出转子,将电机定子线圈的头尾端连接在一起(例如,abc 接在一起,def 接在一起),接通电焊机的二次电源,再调节电焊机的电流大小来控制电机定子线圈的温度。还可以将转子插入定子线圈内,以此来调整线圈温度。这种方法升温快、湿度均匀、不受场地限制,是一种省时、省钱、省力的措施。